1Kaltformgebung
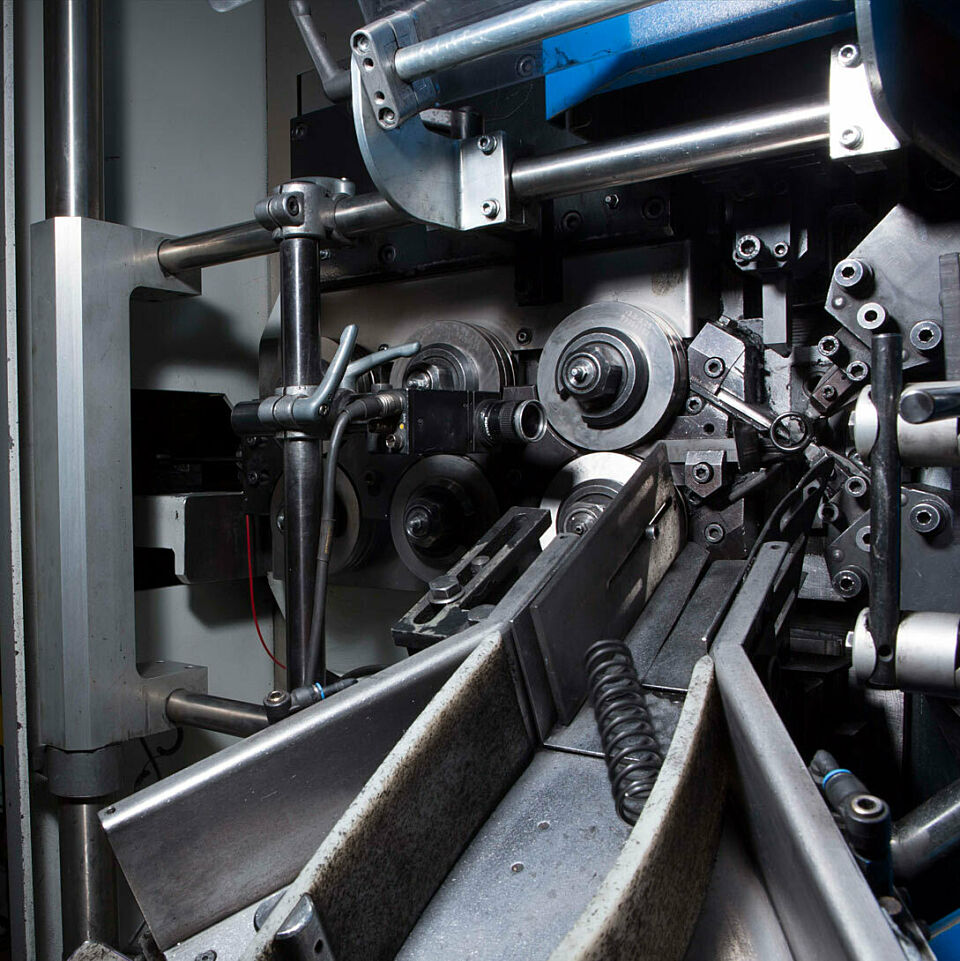
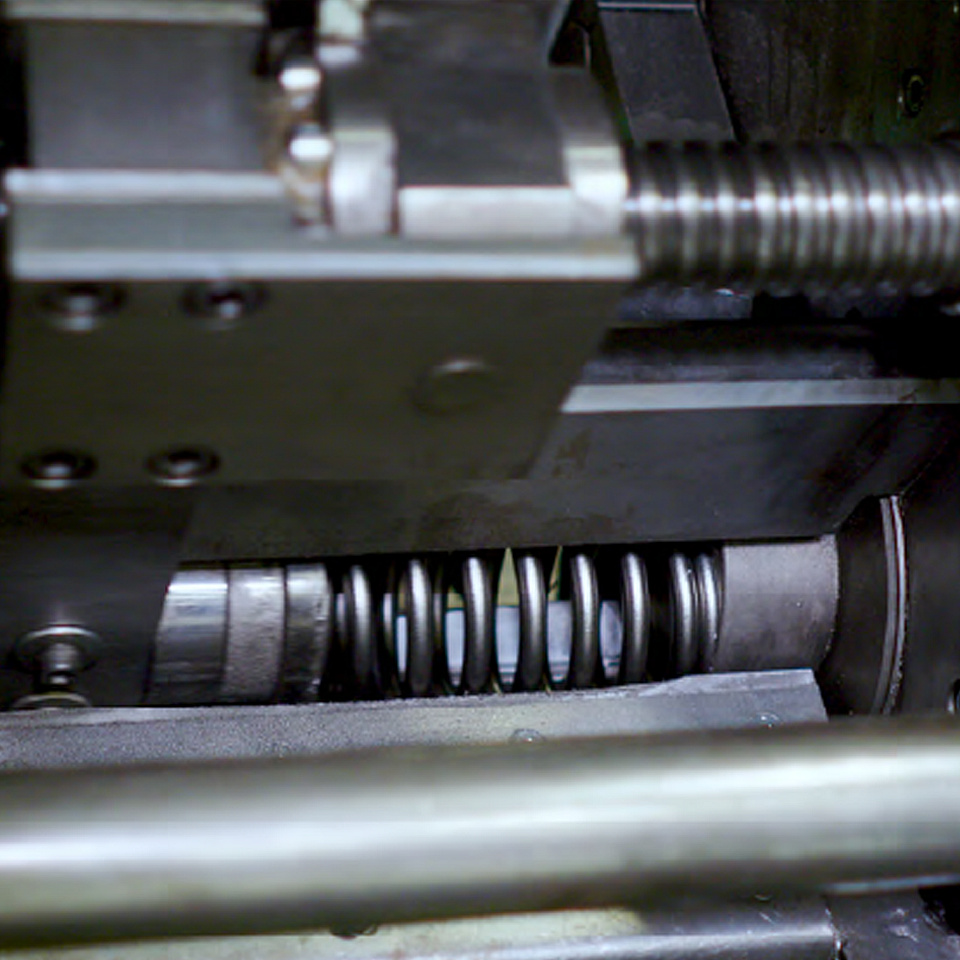
Die Geometrie der Schraubenfeder wird im ersten Schritt bei einer spanlosen Kaltverformung des Federdrahtes durch einen Winde- oder Wickelprozess erzielt. Die Produktion von Schenkelfedern erfolgt meist durch einen Wickelprozess, bei dem der Federdraht um einen Dorn gewickelt wird. Druck- und Zugfedern werden durch einen Windeprozess in die gewünschte Form gebracht. Die Abbildung rechts verdeutlicht das Prinzip des Kaltwindeverfahrens. Der federharte Werkstoff wird mittels der Einzugsrollen in die Windestifte geschoben, wobei die Einstellung und Position der Windestifte den Außendurchmesser der produzierten Feder vorgibt. Mit dem Steigungsstift bzw. Steigungskeil wird der Draht dann aus dem Windezentrum gedrückt. Durch die variable Positionierung der Windestifte und des Steigungsstiftes können so die unterschiedlichsten Federgeometrien erstellt werden. Abschließend wird der Draht durch das Schneidmesser, das mittels verschiedener Verfahren bewegt wird, durchtrennt. Mit Hilfe eines Rotationsschnitts sind nahezu gratfreie Federenden realisierbar. Wir verfügen über mehr als 50 der modernsten Windemaschinen der Kaltformgebung in einem Drahtabmessungsspektrum von 0,3 mm bis 16 mm.